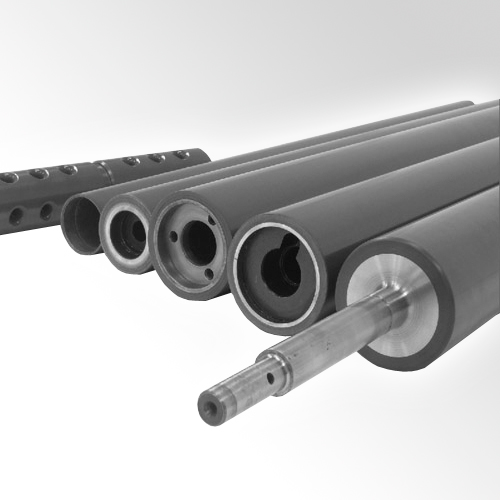
roller regeneration and production
Use our advice, present your problems and we will offer you a solution
GDS is a specialist
on the treatment and coating of metal elements
Our production is based on the latest technologies, managed by specialists with many years of experience in this industry. We place particular emphasis on quality control in the production process, which is constantly monitored and optimized.
The company started with the regeneration of printing rollers and the treatment and coating of metal elements, however GDS is still expanding its activity. We make all metal elements used in various industries. We regenerate, repair worn and damaged elements in such a way that they are indistinguishable from new ones.
We did not have to wait long for success, at present the management board and specialized employees are a strong and motivated team that performs orders for the largest companies in Poland.
Efficient communication, fast order processing service and efficient logistics allow GDS to deliver the product in the shortest possible time and anywhere.
We offer solutions tailored to your needs, we accept individual and unusual orders. Precision and quality are the most important for us.
Use our advice, present your problems and we will offer a solution.
We thank all our clients for trusting us, and if you haven’t used our services yet – try us!
The technology we use
The “GDS” company specializes in the application of coatings in the spraying process: cold and hot with acetylene oxygen equipment using the latest spray technology.
- The coatings we use are characterized by excellent sliding properties, low abrasion, high mechanical strength and chemical resistance.
- They can work at high operating temperatures, so they can effectively replace conventional materials, both for reasons of efficiency and for economic reasons.
Spraying technology is used in MACHINE PARTS REGENERATION (i.e. pivots, power hydraulics elements, e.g. plungers, cylinders, piston rods, bodies, bearing seats, slide bearings, sleeves, bearings, transport rollers, heat exchangers, mixers, etc.) and in the regeneration of rollers and work surfaces of rolls for various types of machines from industry:
► Metallurgical industry, ► Paper industry, ► Food industry, ► Shipbuilding industry, ► Automotive industry, ► Construction industry, ► Textile industry, ► Baking and confectionery industry, ► Off-shore ► Plastic and rubber industry ► The printing industry, ► Chemical and pharmaceutical industry, ► The paint industry, ► Water industry
The application of metal coatings by thermal spraying, also known as spray metallization, has been known for almost a hundred years and is constantly developing in terms of device design and applied materials. The method of thermal spraying consists in melting and spraying the coating metal into small particles in a special device – a spraying torch, and then giving them such speed at the exit of the torch that hitting the covered surface has enough energy to attach to it. The source of heat necessary to melt the metal in the form of powder is a gas flame.
One of the most important factors determining the success of spraying is the specific preparation of the surface of the object being sprayed. First clean it of fats and then remove oxides. The purpose of these operations is to develop the surface and expose the clean metallic surface, and the pre-spraying of the bonding layers is used to form metallic bonds with the substrate. There is powder flame spraying: hot and cold.
COLD SPRAYING is used to apply coatings that undergo abrasive, adhesive, erosive, galling and cavitation erosion wear. The coatings are porous, which is used to saturate them with a lubricant to extend the life of the metal element. Low carbon and low alloy steels are sprayed, corrosion resistant steels, nickel alloys, aluminum, copper, bronzes. The objects are pre-heated to approx. 100 ° C, sprayed with a pre-bonding layer of nickel aluminum and subsequent layers of coating material to obtain the required thickness.
HOT SPRAYING is used for components that are required to have high abrasion resistance, heat resistance, corrosion resistance, erosion and impact strength. The coated elements are heated to a temperature of up to 150 ÷ 500 ° C. Powders based on Ni, Co, Ni-Cr alloys are used for hot spraying. Silicon and boron are present in the chemical composition of these powders. During oxidation in a gas flame, these elements form very fine oxide particles that build into the coating and increase its hardness.
Our offer
Rilsan coating
Rilsan® is a multi-component, extremely thermoplastic powder – POLIAMID 11. The Rilsan® Polyamide 11 coating is made from a renewable raw material, from the Ricinus Communis plant (castor oil). Rilsan® coating is a protective surface known for its excellent chemical and mechanical properties.
The main features of Rilsanu® are:
• Resistance to prolonged friction at high temperatures
• Excellent corrosion resistance
• Outstanding abrasion resistance
• High resistance to cavitation, erosion
• Low coefficient of friction
• Good shock resistance
• Impact and bending resistant
• Salt water resistant
• Resistant to distortion
• Resistant to most chemicals and solvents
• Aesthetic surface finish, pleasant to the touch
• Compatible with foodstuffs
• Good hygienic properties
The Rilsan® brand has become a global model in various industries, I am looking for the best possible metal protection. Rilsan® powder is used in many industries, e.g. automotive – for coating sliding door rails, springs; construction – coating pipes, fittings, pumps, valves, hinges; Rilsan® is also used in the printing industry – coating of printing rollers; And for coating any small metal parts.
The Rilsan® coating is a good thermal and electrical insulator, retains dust and does not stick even at high temperatures.
Rilsan coating
Rilsan® is a multi-component, extremely thermoplastic powder – POLIAMID 11. The Rilsan® Polyamide 11 coating is made from a renewable raw material, from the Ricinus Communis plant (castor oil). Rilsan® coating is a protective surface known for its excellent chemical and mechanical properties.
The main features of Rilsanu® are:
• Resistance to prolonged friction at high temperatures
• Excellent corrosion resistance
• Outstanding abrasion resistance
• High resistance to cavitation, erosion
• Low coefficient of friction
• Good shock resistance
• Impact and bending resistant
• Salt water resistant
• Resistant to distortion
• Resistant to most chemicals and solvents
• Aesthetic surface finish, pleasant to the touch
• Compatible with foodstuffs
• Good hygienic properties
The Rilsan® brand has become a global model in various industries, I am looking for the best possible metal protection. Rilsan® powder is used in many industries, e.g. automotive – for coating sliding door rails, springs; construction – coating pipes, fittings, pumps, valves, hinges; Rilsan® is also used in the printing industry – coating of printing rollers; And for coating any small metal parts.
The Rilsan® coating is a good thermal and electrical insulator, retains dust and does not stick even at high temperatures.
Chrome, ceramics and copper coating
- The CHROM coating is used on plain bearing journals, places for ball bearings, bearing grooves on cylinders and axles, sliding surfaces and guides, water and paint rollers. Coating with high adhesive and erosive resistance. Durable against metallic friction. With good corrosion resistance and low friction coefficient (even at high pressures)
Specification:
Hardness: 170-230 HV10
Max. Working temperature: 550 ° C
Layer thickness: 0.6-2.0 mm
- CERAMIKA coating is used for sealing surfaces, sleeves, plungers, pistons, bearing surfaces, shafts, guide rollers, thrust plates, guides, rollers, shaft armor, sliding surfaces, sealing surfaces, shield elements, water, paint and paint rollers.
The coating with excellent corrosion resistance, with a very low coefficient of friction, is a good electrical insulator. Very high dielectric resistance, abrasion resistance, thermal shock. High acid corrosion resistance. The coating is non-magnetic.
Specification:
Hardness: 1200 HV0.01
Max. Working temperature: 700 ° C
Melting point: 1840 ° C
- The COPPER coating is used for slide guides, thrust bearings, slide bearings, rollers.
Coating with high adhesive and corrosion resistance.
Specification:
Hardness: 80-100 HV30
Max. Working temperature: 400 ° C
Layer thickness: 0.6-4.0 mm
Tungsten sintered coating and other coatings
- WOLFRAM Sintered coating is used for sliding surfaces, chutes, scrapers, mixing parts, scrapers, rough gripper surfaces, drive shafts, and rollers. Coating with abrasive (high pressure and light impact resistance) and corrosion resistance. With good resistance against metallic friction.
Specification:
Hardness: 1500 HV1
Layer thickness: 0.6-1.0 mm
- Other coatings:
Plastic, carbon steel and stainless steel, cast iron and aluminum.
And regeneration of the journals under the bearing by spraying metallic powder.
We do NOT use surfacing (migomat), which deforms the original plug!
Polyurethane coating
Polyurethane is an extremely versatile and effective plastic, having a special place in the large family of rubber plastics. They combine the best combination of physical and chemical properties.
Properties of polyurethanes:
- Hardness 35 – 95 ShA
- Temperature range from -30 ° C to + 80 ° C
- High tensile and crack resistance
- Oil and gasoline resistance
- High resistance to material aging, weather, light, UV radiation and ozone
- Excellent abrasion resistance, high tear strength
- It has good damping
A sample list of polyurethane applications is very long, including:
- Polyurethane rods and rings
- Mats, plates, polyurethane moldings
- Nozzles, polyurethane heads
- Sanders and sandbox nozzles
- Polyurethane cones and hydrocyclone covers
- Polyurethane sieves
- Polyurethane connectors
- Polyurethane fittings
- Polyurethane profiles
- Screening elements
- Car body parts
- Elements of belt conveyors
- Drive shafts, running wheels, shock absorbers, rollers, pump components
- Rotors, stub pipes, tees, bends, distributors
Polyurethanes have a much higher cut resistance than rubber and, depending on the application and the recipe, also show significantly lower abrasion values. Unlike rubber, dirt does not stick to polyurethanes. They are much more resistant to aging than rubber. Polyurethanes are characterized by high deformability and very high flexibility.
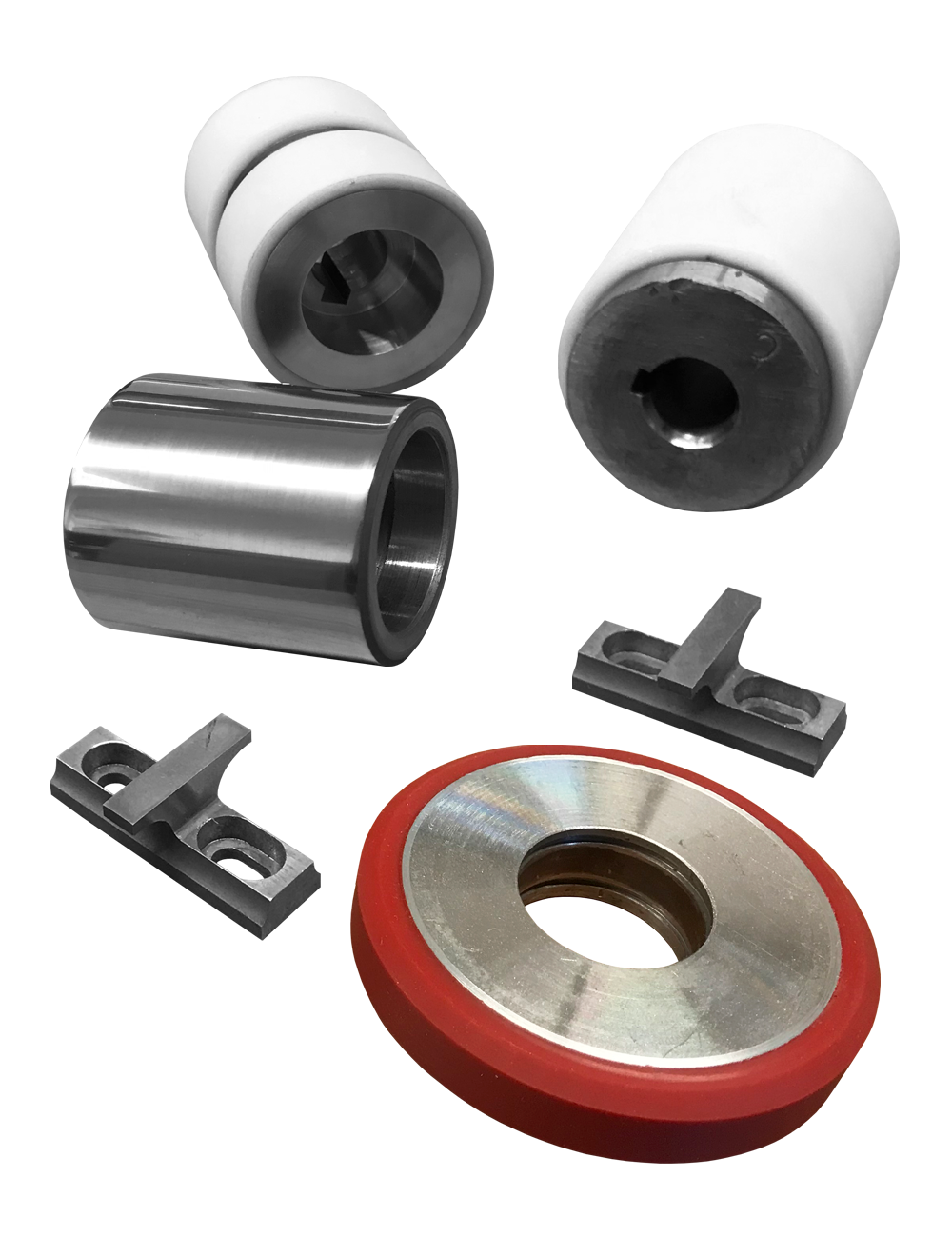
Our polyurethane offer includes:
- Polyurethane rollers
- Polyurethane bushings
- Polyurethane sieves
- Polyurethane sheets
- And other depending on customer needs.
Machining
Our company provides full production and regeneration in the field of machining.
We grind even the most demanding elements with the highest precision, i.e.
- complicated forms
- cores, cylinders
- sockets, plugs
- shaft inserts
- axes, spindles, screws
- sleeves, piston rods
We process small parts for machinery and equipment made of steel, stainless steel, heavy and light metals as well as plastics.
One of our tasks is to grind surfaces from 250 to 1000mm, turning to 3000mm and grinding to 3000mm.



Contact form
Company address:
Baletowa 11A street
02-867 Warsaw
NIP/PL: 9512383730
Regon: 147405094
Telefon: +48 22 357 25 66
E-mail: gds@gds.com.pl